Polaritas pada Pengelasan
Polaritas adalah arah aliran arus listrik dalam proses pengelasan ketika menggunakan sumber arus DC (Direct Current) atau AC (Alternating Current). Polaritas berpengaruh pada: kedalaman penetrasi, stabilitas busur, distribusi panas, pemilihan elektroda, kualitas hasil las. Ada tiga polaritas, yaitu: DCEN, DCEP, dan AC.
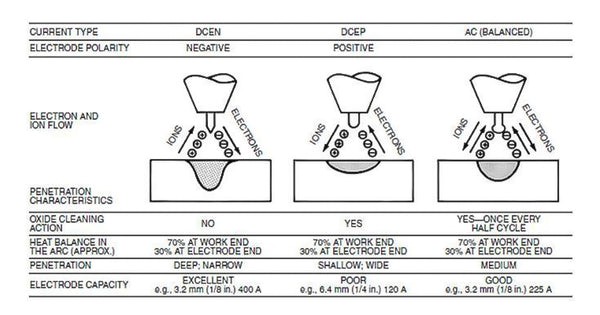
- DCEN (Direct Current Electrode Negative / Straight Polarity)
Pada DCEN, elektroda terhubung ke kutub negatif (–) dan benda kerja terhubung ke kutub positif (+). Distribusi panas yang terjadi pada Elektroda (–) sekitar 30%, dan pada Benda kerja (+) sebesar 70%. Karakteristik yang dihasilkan mempunyai ciri-ciri: ke benda kerja lebih dalam, karena benda kerja lebih panas dibandingkan dengan elektroda las dan pencairan elektroda las lebih lambat (efisien). Polaritas jenis DCEN efektif untuk material tebal dan kecepatan pengelasan tinggi, tetapi tidak cocok untuk elektroda las jenis tertentu pada SMAW yang membutuhkan panas tinggi di elektroda. Polaritas DCEN juga bisa menyebabkan cacat las jenis burn-through pada benda kerja karena panas yang tinggi. Selain itu, nyala busur las pada DCEN tidak stabil sehingga menghasilka bead las yang tidak halus.
- DCEP (Direct Current Electrode Positive / Reverse Polarity)
Pada DCEP, elektroda terhubung ke kutub positif (+), sedangkan benda kerja ke kutub negatif (–). Distribusi panas yang terjadi berkebalikan dengan DCEN, yaitu pada Elektroda (–) sekitar 70%, dan pada Benda kerja (+) sebesar 30%. Karakteristik yang dihasilkan mempunyai ciri-ciri: elektroda mencair lebih cepat dan penetrasi benda kerja lebih dangkal, karena elektroda lebih panas dibandingkan dengan benda kerja. Polaritas jenis DCEP efektif untuk material tipis dan kecepatan pengelasan rendah. Polaritas DCEN juga bisa menyebabkan cacat las jenis burn-through pada benda kerja karena panas yang tinggi. Selain itu, nyala busur las pada polaritas DCEP lebih stabil sehingga menghasilka bead las lebih halus.
- AC (Alternating Current)
Pada sistem AC, elektron tidak hanya bergerak dalam satu arah melainkan bolak-balik antara kutub positif dan negatif dalam satu siklus tertentu Pada sistim ini, polaritas terus berganti antara positif dan negative kurang lebih 50–60 kali per detik (sesuai dengan frekuensi PLN antara 50–60 HZ) sehingga tidak ada satu kutub yang lebih dominan. Distribusi panas yang terjadi berganti secara simetris: ±50% pada elektroda dan ±50% pada benda kerja. Karakteristik yang dihasilkan mempunyai ciri-ciri: Kompromi antara penetrasi dan konsumsi elektroda, cocok untuk pekerjaan struktur besar atau posisi sudut, karena tidak rentan terhadap arc blow, dan efek cleaning action yang efektif karena pergantian polaritas. Meskipun polaritas AC memiliki beberapa kelebihan, namun juga memiliki beberapa kekurangan antara lain: Busur kurang stabil dibanding DCEP dan hasil bead cenderung kurang rapi jika welder kurang terampil.
“Pemilihan jenis polaritas yang tepat sesuai dengan: material, elektroda, dan kecepatan pengelasan akan sangat menentukan kekuatan hasil sambungan las”.
Kesimpulan
Pemilihan polaritas sangat menentukan kualitas pengelasan. Welder harus memahami fungsi masing-masing jenis polaritas agar dapat:
- Memilih polaritas sesuai kebutuhan material,
- Menghasilkan bead yang baik,
- Mengoptimalkan umur elektroda,
- Menghindari cacat las.
Tabel Perbandingan karakteristik polaritas DCEN, DCEP, dan AC
| NO | Jenis Polaritas | Penetrasi | Konsumsi Elektroda | Stabilitas Busur | Cocok Untuk |
|
1 |
DCEN | Paling dalam | Rendah | Stabil | Material tebal, TIG |
|
2 |
DCEP | Dangkal | Tinggi | Sangat stabil | Material tipis, SMAW umum |
|
3 |
AC | Sedang | Sedang | Kurang stabil | Aluminium TIG, mengatasi arc blow |