Proses pengelasan tidak hanya melibatkan pencairan logam untuk menyambung dua bagian, tetapi juga menyebabkan perubahan signifikan pada struktur mikro material di sekitar daerah las. Ilmu yang mempelajari fenomena ini dikenal sebagai welding metallurgy atau metalurgi pengelasan.
Welding metallurgy menjadi sangat penting dalam bidang teknik mesin karena keberhasilan sambungan las tidak hanya tergantung pada kekuatan mekanis sambungan, tetapi juga pada perubahan sifat logam akibat siklus termal selama proses pengelasan. Pemahaman yang mendalam tentang daerah-daerah yang terpengaruh oleh panas sangat penting untuk menghindari cacat las, menjaga integritas struktur, dan meningkatkan umur pakai komponen.
Zona-Zona dalam Sambungan Las
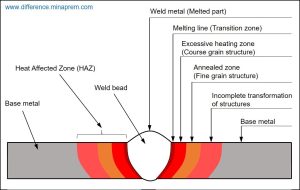
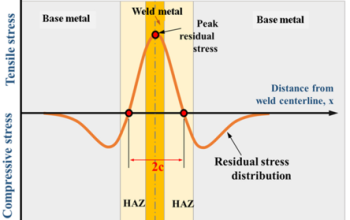
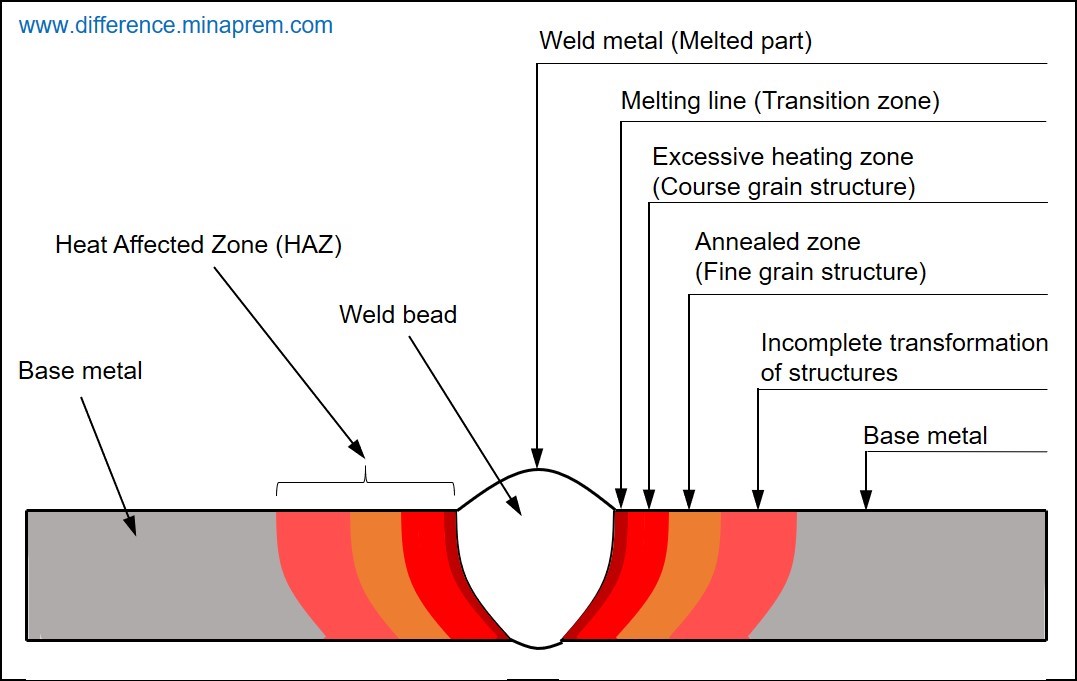
Gambar Zona Sambungan Las
Sambungan las secara metalurgi dapat dibagi menjadi tiga zona utama:
1. Base Metal (Logam Induk)
Base metal adalah bagian dari material yang tidak mencair selama proses pengelasan. Namun, sifatnya tetap dapat terpengaruh oleh panas terutama pada area yang berdekatan dengan sambungan. Sifat mekanik dan struktur mikro logam induk sangat dipengaruhi oleh komposisi kimia serta perlakuan panas sebelumnya.
Biasanya, base metal yang jauh dari daerah pengelasan masih memiliki struktur dan kekuatan asli, tetapi semakin dekat ke daerah las, perubahan sifat mulai terjadi, terutama di area yang disebut sebagai zona pengaruh panas (HAZ).
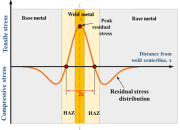
2. Heat Affected Zone (HAZ)
HAZ adalah zona pada logam induk yang tidak mencair tetapi mengalami perubahan mikrostruktur akibat paparan panas dari proses pengelasan. Zona ini merupakan bagian yang paling kritis karena sering menjadi titik lemah dalam sambungan las.
HAZ terdiri dari beberapa sub-zona berdasarkan intensitas panas yang diterimanya:
a. Fusion Line (Garis Fusi)
Merupakan batas antara logam las dan logam induk. Pada garis ini terjadi transisi dari logam yang meleleh menjadi tidak meleleh. Sering kali menjadi daerah paling rentan terhadap retak karena perbedaan komposisi dan struktur.
b. Coarse Grain Zone (Zona Butir Kasar)
Terletak tepat di samping fusion line dan mengalami suhu tertinggi dalam HAZ. Panas tinggi menyebabkan pertumbuhan butiran yang berlebihan, menghasilkan struktur butir kasar yang mengurangi ketangguhan material.
c. Fine Grain Zone (Zona Butir Halus)
Berada setelah zona butir kasar. Di zona ini, suhu cukup tinggi untuk menyebabkan rekristalisasi tetapi tidak cukup untuk pertumbuhan butir berlebihan. Zona ini umumnya memiliki sifat mekanik terbaik karena ukuran butir yang halus meningkatkan kekuatan dan ketangguhan.
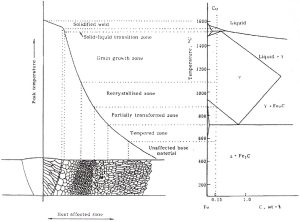
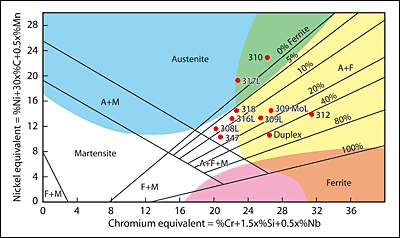
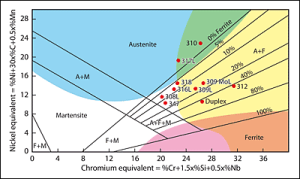
Diagram Fe-C
Pada baja karbon, rekristalisasi biasanya terjadi pada suhu sekitar 450°C hingga 700°C, tergantung pada tingkat deformasi dan kadar karbon. Dalam konteks pengelasan, zona butir halus (fine grain zone) berada dalam kisaran suhu justru sedikit di bawah suhu austenitisasi (±727°C untuk baja eutektik).
Saat suhu dalam logam mendekati atau melewati garis A1 (transformasi perlit ke austenit), rekristalisasi dan pertumbuhan butir mulai terjadi. Jika suhu terus naik melewati garis A3 atau Acm (tergantung kadar karbon), maka seluruh logam akan berada dalam fasa austenit, yang akan membeku kembali saat pendinginan membentuk berbagai struktur (perlit, ferit, martensit).
Zona butir halus umumnya berada tepat di bawah suhu ini, di mana terjadi rekristalisasi statis dan terbentuk struktur mikro baru dengan ukuran butir lebih kecil, yang meningkatkan sifat mekanik logam tersebut.
d. Partially Transformed Zone (Zona Transisi Sebagian)
Merupakan zona transisi di mana sebagian struktur mikro berubah akibat suhu yang tidak cukup tinggi untuk transformasi penuh. Terjadi campuran fasa lama dan baru, seperti kombinasi ferit, perlit, atau bainit pada baja karbon.
Zona ini biasanya berada di sekitar 700–800°C, yaitu di antara garis A1 dan A3 pada diagram fasa baja karbon. Dalam rentang ini, sebagian butir berubah menjadi austenit sementara sebagian lainnya tetap dalam bentuk aslinya, menghasilkan struktur campuran yang kompleks.
e. Tempered Zone
Zona paling luar dari HAZ yang hanya mengalami sedikit kenaikan suhu. Jika logam sebelumnya dikeraskan, maka zona ini mengalami pelunakan (tempering). Pada baja karbon tinggi atau baja paduan, zona ini dapat mengalami penurunan kekerasan akibat hilangnya martensit.
Suhu di zona ini biasanya berada di bawah 500°C, yang termasuk dalam kisaran temper suhu rendah hingga sedang, sebagaimana dijelaskan dalam proses tempering pada baja martensit.
3. Weld Metal (Logam Las)
Weld metal adalah bagian yang terbentuk dari cairan logam hasil pencairan elektroda (filler metal) dan sebagian logam induk. Saat pendinginan, logam cair ini membeku dan membentuk struktur padat yang unik.
Struktur mikro weld metal sangat dipengaruhi oleh: Komposisi kimia dari bahan pengisi, kecepatan pendinginan, proses pengelasan yang digunakan
Biasanya, struktur mikro weld metal menunjukkan pola kolumnar (butiran yang tumbuh memanjang dari garis fusi) di bagian tepi dan menjadi lebih acak di bagian tengah. Permasalahan umum pada logam las mencakup porositas, segregasi, inklusi non-logam, serta retakan akibat pendinginan cepat (hot cracking).
Struktur Mikro dan Sifat Mekanik di Setiap Zona
Perubahan suhu yang ekstrem menyebabkan perbedaan signifikan dalam struktur mikro dan sifat mekanik di setiap zona sambungan las. Tabel berikut merangkum karakteristik umum masing-masing zona:
| Zona | Kekuatan | Ketangguhan | Kekerasan | Struktur Mikro |
| Base Metal | Asli | Asli | Asli | Sesuai jenis material |
| Tempered Zone | Menurun | Meningkat | Menurun | Struktur hasil tempering |
| Partial Transformed | Variatif | Variatif | Campuran | Campuran fasa lama & baru |
| Fine Grain Zone | Tinggi | Tinggi | Tinggi | Butiran halus, hasil rekristalisasi |
| Coarse Grain Zone | Menurun | Rendah | Variatif | Butiran besar akibat suhu tinggi |
| Weld Metal | Tergantung bahan pengisi & proses | Variatif | Variatif | Kolumnar hingga equiaxed grains |
Faktor-Faktor yang Mempengaruhi Welding Metallurgy
Beberapa faktor yang sangat mempengaruhi hasil akhir dari metalurgi pengelasan antara lain:
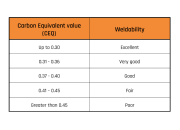
- Jenis logam: Baja karbon, baja tahan karat, aluminium, dan logam non-ferro lainnya memiliki perilaku yang berbeda terhadap panas.
- Proses pengelasan: Proses seperti SMAW, GMAW, TIG, dan FCAW menghasilkan distribusi panas dan zona leleh yang berbeda.
- Heat input: Semakin besar energi panas yang diberikan, semakin luas HAZ dan semakin lambat pendinginan.
- Kecepatan pendinginan: Pendinginan cepat bisa menghasilkan struktur keras seperti martensit, tetapi juga lebih getas.
- Preheating dan PWHT: Digunakan untuk mengontrol kecepatan pendinginan dan menghindari pembentukan struktur yang getas atau retak.
Welding metallurgy adalah aspek penting dalam dunia pengelasan yang menentukan keberhasilan atau kegagalan dari sambungan logam. Perubahan struktur mikro di setiap zona akibat pemanasan dan pendinginan selama proses pengelasan dapat memengaruhi kekuatan, ketangguhan, dan ketahanan jangka panjang dari sambungan tersebut.
Pemahaman mengenai hubungan suhu dalam HAZ dengan diagram fasa Fe–C, terutama garis A1 dan A3, sangat membantu dalam mengidentifikasi mekanisme transformasi dan rekristalisasi pada baja karbon. Dengan memahami karakteristik masing-masing zona, baik base metal, HAZ, maupun weld metal maka seorang insinyur atau teknisi pengelasan dapat mengontrol kualitas pengelasan, memilih metode yang tepat, dan mencegah terjadinya cacat atau kegagalan struktur.